〜ワイヤー進入時の筋ゼロを目指して〜
 |
|
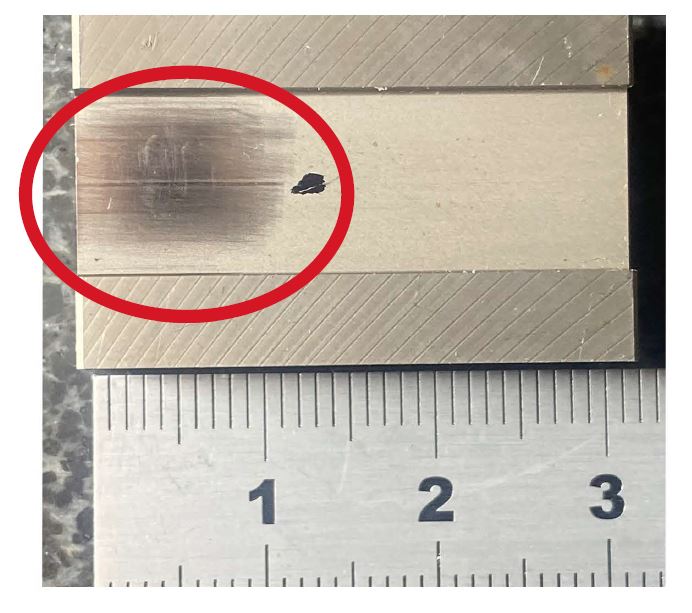
★ 筋とは ワイヤー放電加工の際、加工する面に進入し放電した時(図1参照) 図2の赤丸の中に見られる筋が発生する。 これらの筋は磨き工程を行えば顕著に現れます。 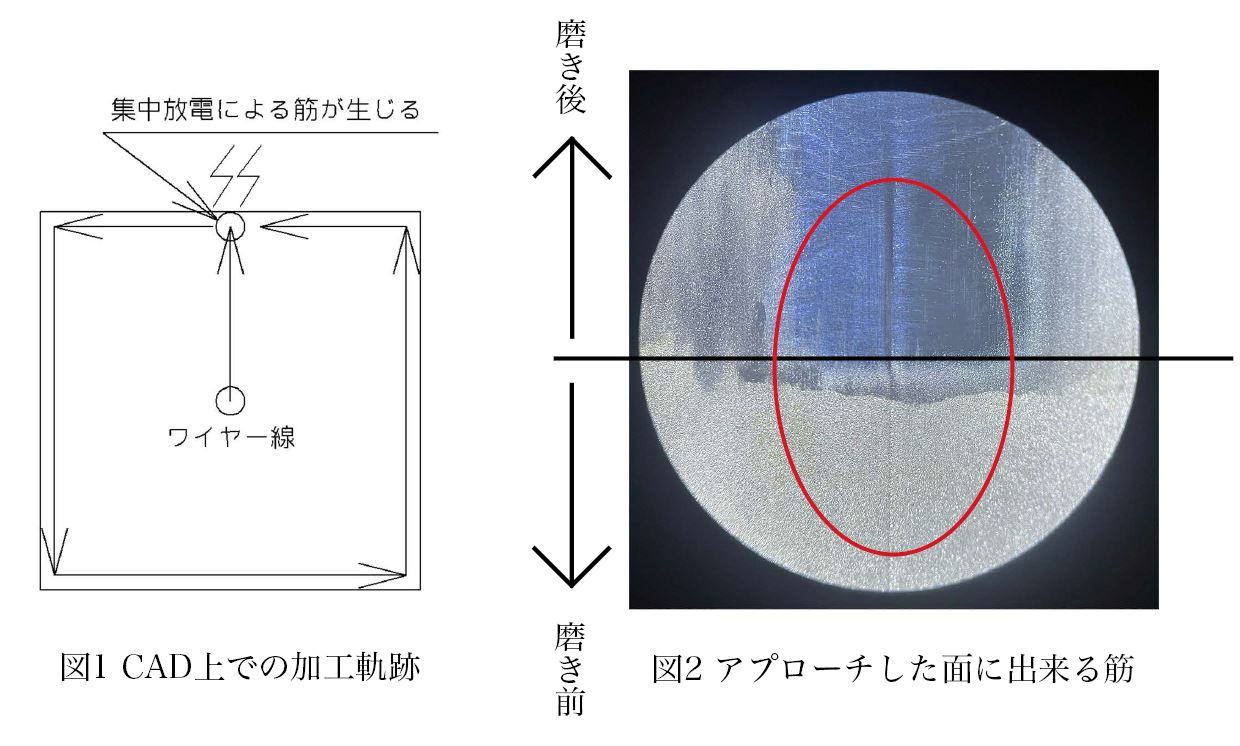
前述したようにその筋は製品側に食い込む傾向にあるので、弊社ではその筋を μ単位の凸形状で作成し簡単な磨きで凸状をフラットにしゼロに近付ける工法で 対処するようにしました。 またパンチ加工やダイ加工でも形状によればワイヤー加工だけで仕上げることができ 後工程の省略化が図れるものと考えています。 |
★ダイ形状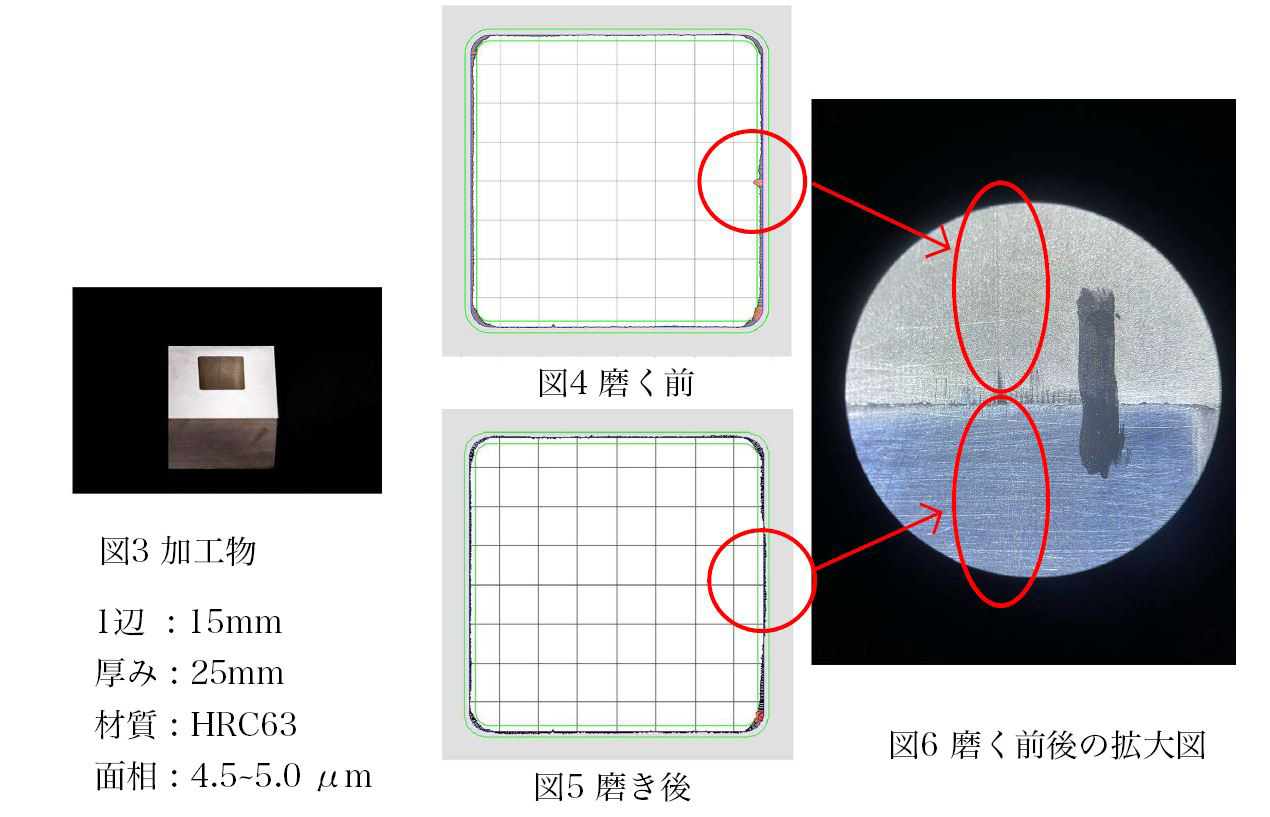
弊社では図4のように3〜5μの凸部を作り、 簡単に磨くことで図5のように計測及び 図6の顕微鏡でも視認しづらくなっています。 |
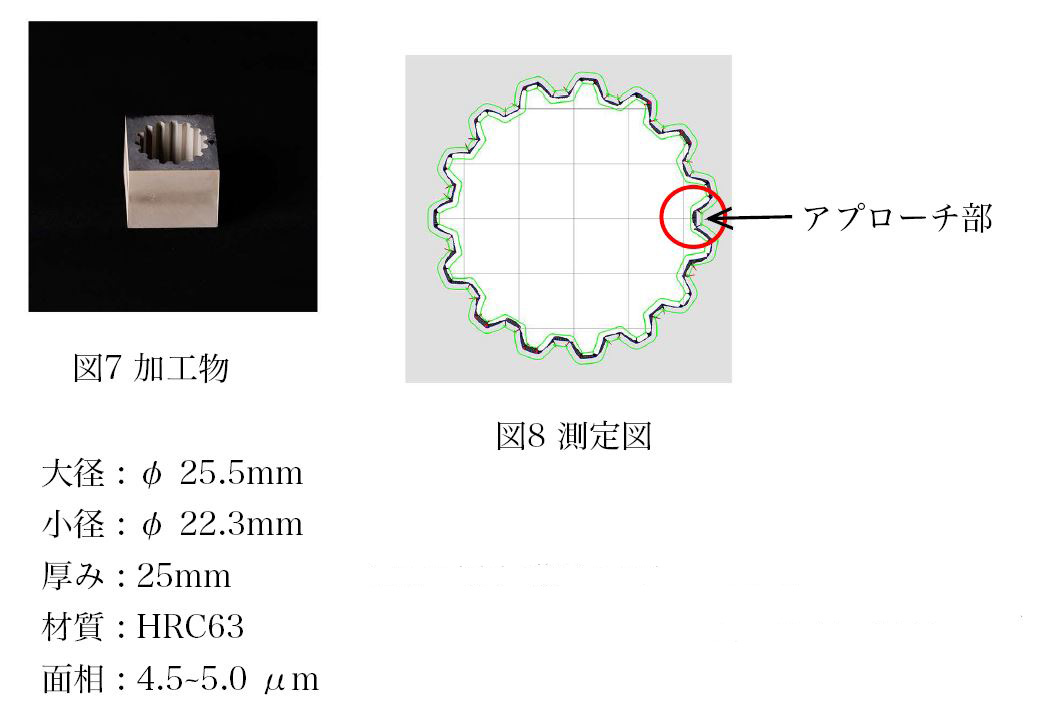
図7の歯車加工では、弊社独自の加工方法で 図8の赤丸部にアプローチし形状の損壊もなく 後工程の省略化が図ることができます。 |
★パンチ形状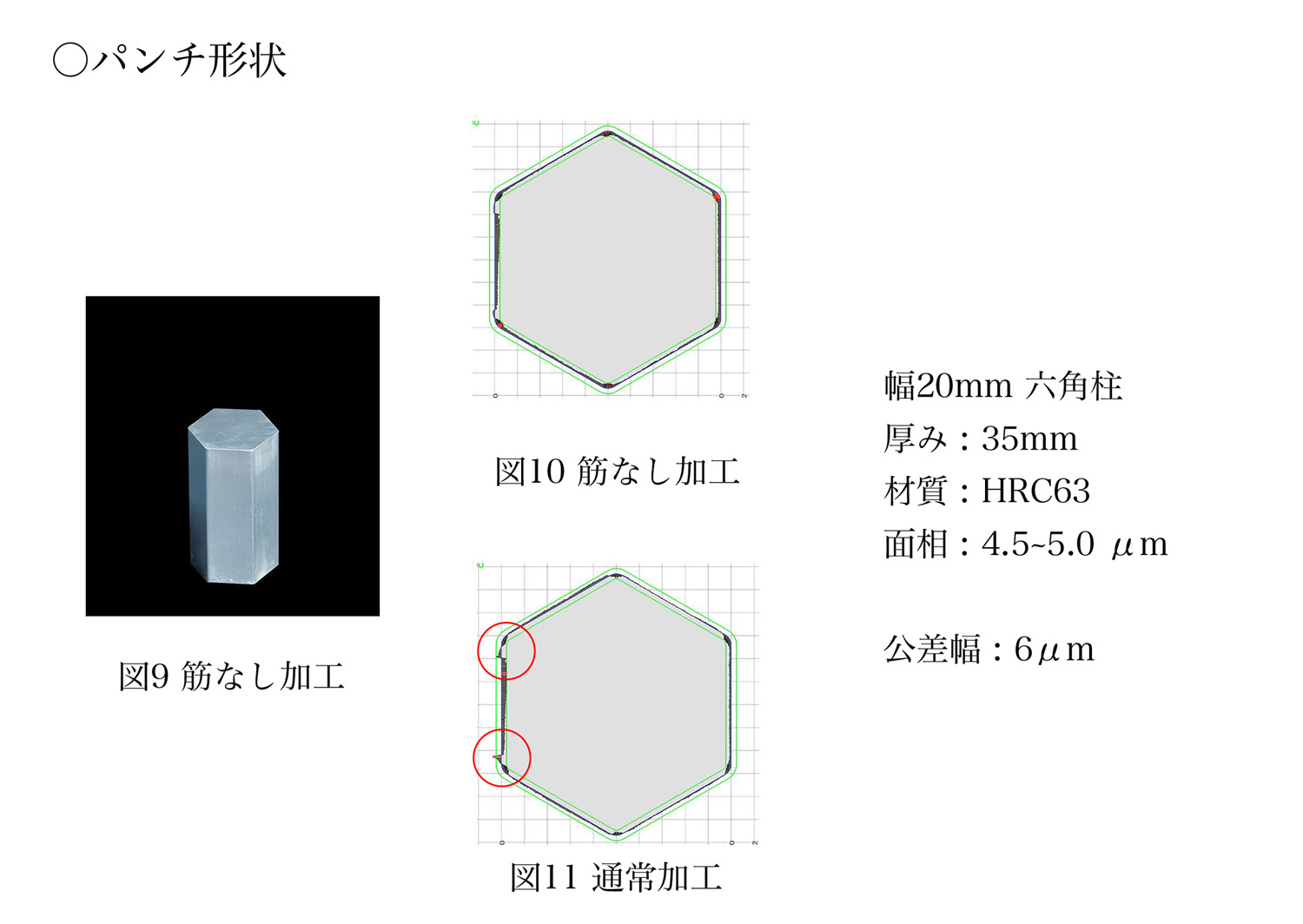
弊社では従来から、パンチ形状を全周ワイヤー加工のみで仕上げる工法を 得意としてきましたが、従来のアプローチの仕方では図11の赤丸2カ所のように 一部歪な形状になっていますが、弊社独自の加工方法だと図10のように 歪な形状は見られず後工程の省略化が図れます。 弊社ではお客様のニーズに出来る限りお応えしたいと考えており、 そのためサンプル加工やテスト加工も柔軟に対応いたします。 またワイヤー放電加工・型彫り放電加工についてどんな些細な事でもお気軽にご相談ください。 |